自動車パネルの新しい成形法 拡張成形法(特許第5319748号)
プレス金型設計(3次元設計)のプロセスの可視化と標準化のテクノロジーにより、ものづくりの安定した高速化を推進する・・・エムズ株式会社
自動車パネルの新しい成形法 拡張成形法(特許第5319748号)
「手法の見える化/プロセス改革/新しい絞り成形法」プレス金型の未来を考える・エムズ株式会社
|
サイトマップ
更新情報(2013.03) 新しい絞り成形法2 2013春号(2013.04) 自動車パネルの 高品質化をめざす拡張成形法 (X-draw/exdraw forming) ”成形モーションについて” 新しい絞り成形法1 2013冬号(2013.01) 自動車パネルの 高品質化をめざす拡張成形法 (X-draw/exdraw forming) とは。”概要編” 3次元設計の事例集 随時更新 プレス金型設計(3D)の 手法の見える化事例集 3次元設計のスゝメ.6 2010夏号 (2010.07) テンプレートはプログラムなのか? プレス金型構造設計業務にテンプレート適用を成功させるための考え方 3次元設計のスゝメ.5 2010春号(2010.02掲載) CATIA + ダイナビスタによる プレス金型設計(3D)"データ構造について" 3次元設計のスゝメ.4 2009春号(2009.05掲載) プレス金型設計(3D)の テンプレート(雛形)とは 3次元設計のスゝメ.3 2008春号(2008.02掲載) プレス金型設計(3D)の テンプレート(雛形)を利用した金型設計の事例紹介 3次元設計のスゝメ.2 2007夏号(2007.06掲載) プレス金型設計(3D)の 作業の省力化に向けて 3次元設計のスゝメ.1 2006冬号(2006.12掲載) プレス金型設計(3D)とは? 3次元設計のメリットについて M's HPのポリシー ・3次元設計の技術情報公開について ・個人情報取扱について ・サイトご利用にあたって ・リンクについて 会社概略 会社名 エムズ株式会社 所在地 〒590-0105大阪府堺市南区竹城台3-5-15 事業内容 □自動車用プレス金型 □各種3次元モデル作成 □ダイフェースモデル作成 □CAMモデル作成 □NCデータ作成 □3次元ソリッド設計 □3次元設計業務適用支援 □成形シミュレーション解析 □拡張絞り(X-draw/exdraw forming)適用支援 □韓国プレス金型の提供 |
◇ エムズスペシャル 2013 冬号 ”ネガシェイプを制する!” ◇ <本ページ印刷用PDF><配布用PDF> ◆ 自動車パネルの”高品質化”に向けて※イメージクリックで拡大します※
◆ 新しい絞り成形法の必要性
◇ カーデザインの新領域 ◇
空気の流れに同化する静柔な「流線形」から、 彫深く躍動感あふれる「キネティックフォルム」へ・・・ カーデザインの新領域・・・変革の予感 自動車パネルに施される大胆な「エッジシェイプ」と流れ下る「ネガシェイプ曲面群」 パネル成形難易度はますます高度化するが、既存のパネル成形法は、すでに限界域にある ◆ 新しい絞り成形法の成形特性
◆新世代パネル成形法に求めるものは・・・ 「凹形状を制する」
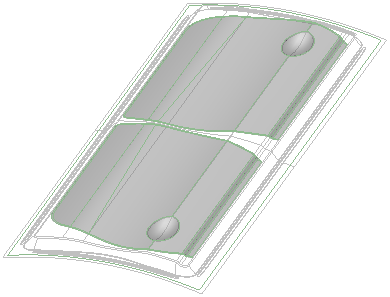
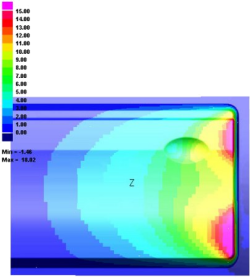
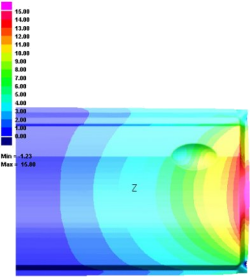
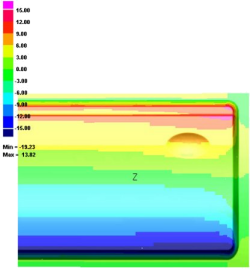
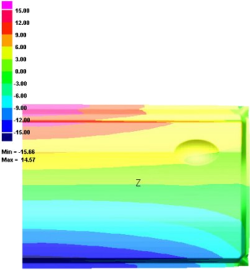
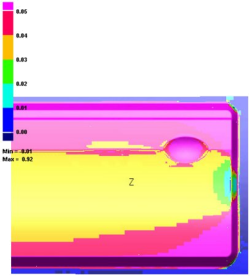
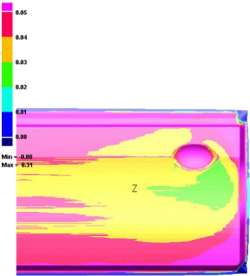
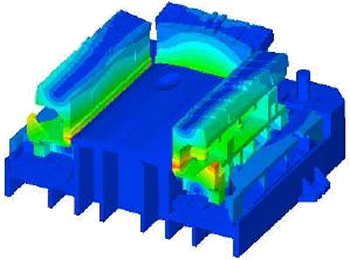
金型の凸形状へパネルを押付け、凹形状が後手となるプレス絞り成形法の課題は、ズバリ、”凹形状の成形性劣化”です。 ◆既存の絞り成形法との相違点 成形性の最も大きなの相違点は、成形の基点(開始点)です。既存の絞り成形法は、「凸部」を基点に成形されて行くのに対し、新しい絞り成形法は、部分的な凹凸に左右されることなく、ポンチ全体が、一つの凸形状であるかのように成形されて行きます。(成形性比較下図参照) 既存の絞り成形法で、凹部形状の成形性が劣化する理由は、この凸部優先で成形されることに関係があります。 新しい成形法は、製品形状の凹凸起伏やその落差の影響を最小限に抑え、 特に既存の成形法の課題である”凹部成形性の向上”に威力を発揮します。 ◆既存の絞り成形法との成形性比較
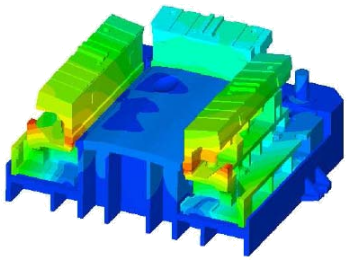
◆ 既存の絞り成形法◆ワーク拡張について ワークに金型形状面を転写凍結させ所定のパネルを製作するには、成形中にワークを”拡張”する必要があります。約2%の”拡張”でパネルが凍結し剛性を確保できるのですが、凹凸形状で構成されるインナーパネルは、この2%の”拡張”を、インナーパネルを構成する凹凸形状の局部成形でクリアーできるのに対し、ドアパネルに代表される概ね滑らかな平坦面で構成するアウターパネルは、局部成形では到底クリアーできず、成形面の外側へワークを”拡張”する必要があります。 例えば、1000mmのワークでは、2%分の約20mmの"拡張"が必要です。ワークの外郭周辺部を挟持し絞り成形する場合は、パネルの中央部ほど伸びが弱くなるので、一般的には40〜50mm、片側20〜25mmずつワークの”拡張”が必要となります。 ◆ワーク拡張を向上するには 1000mmのワークの場合、拡張分が20〜25mmですから、成形面部と挟持部面の深さ(絞り深さ)を、単純に20〜25mmにすれば、材料損失も無く、良いように思うのですが、拡張方向とプレス方向軸となす角度が小さく、成形面周縁部(パンチ肩)の曲がりを強くすると、ワーク周辺側への移動抵抗が大きくなり成形面の拡張が不十分になります。 前記角度を大きくし、拡張エリア(余肉面)を広くとればワークの移動抵抗が小さくなり、成形面に高い伸張力を付与できます(下図参照)。反面、ワーク挟持部が成形面から遠ざかり材料損失が増大しますが、高品質パネルを製作するためには止む得ず、汎用的な生産手法として適用されています。
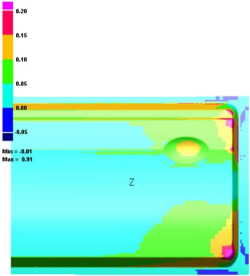
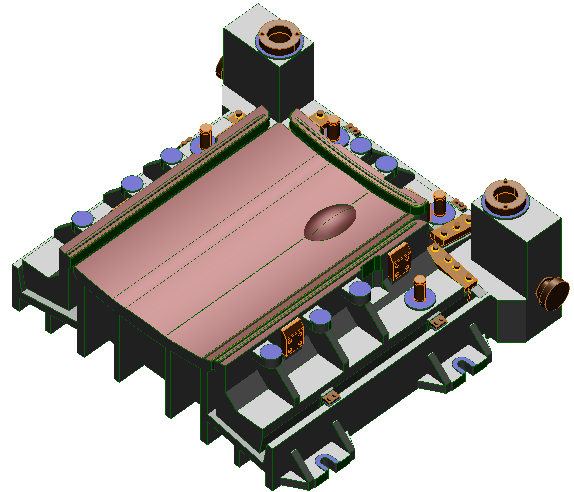
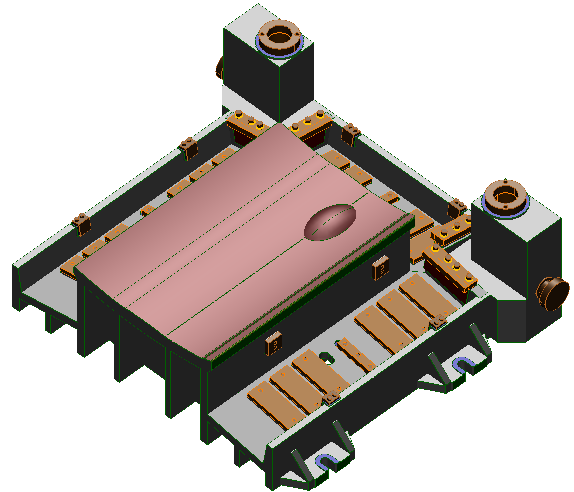
ワーク拡張を向上する上記汎用手法では、結果として絞り深さが深くなります。ワーク拡張を向上することは、成形性全体から見れば良いことですが、凹部に限ると凹部成形開始が遅くなり、凹部に割り充てられるワーク拡張が減少します。更に成形が遅くなるほど凹部成形前のワーク自体の硬化が進行し、成形余裕度が小さい劣化したワークを成形することになります。凹部の成形性を考えた場合は、絞深さを浅く(適当な深さ)するほうが良いのです。 従って、”深絞りの「ワーク拡張」向上”と、”浅絞りの「凹部成形性」向上”は、手法的に相反して両立しないのが絞り成形法の一般的な見解でした。 優先度の高い「ワーク拡張の向上」は絞り深さが深くなり、凸部成形優先をさらに助長させるので、「凹部成形性の向上」は、なすすべがなく、諦視するしかありません。 ◆ 新しい絞り成形の実施形態◆新しい絞り成形型による成形プロセス 1.ワークの外郭周辺部を挟持します。 2.ワークを垂直下降させ、成形面(パンチ)へ押し付けます。 3.ワーク挟持部構造を成形面周縁部(パンチ肩)付近より、垂直降下から拡張方向へ 変移移動させます。 4.下死点成形終了後、パネルが変形しないようにワーク挟持部構造を垂直上昇させます。 ワーク搬入⇒垂直成形⇒拡張成形⇒垂直搬出の4ステップで、パネル製作を完了させます。
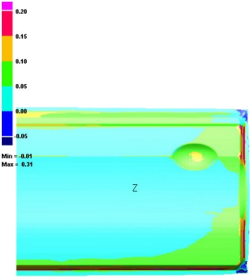
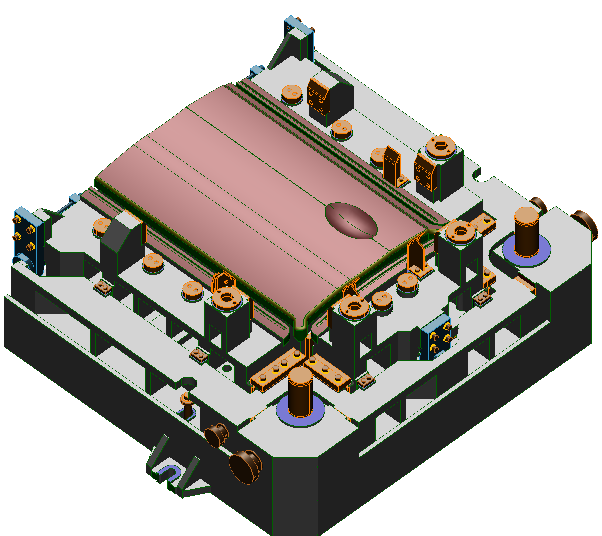
この新しい絞り成形法によれば、ワーク挟持部と成形面(パンチ)との遠近位置関係によるワーク拡張量の差異がなくなり、ワーク拡張方向と挟持位置を調整することで、絞り深さを自在に制御し、”凹部成形開始時期のコントロール”をします。“ワーク拡張”と“凹部成形性”の、双方の向上。これらを両立する最適な成形条件を導くことが可能となります。 ◆実施形態/新しい絞り型の構造 ※イメージクリックで拡大します※
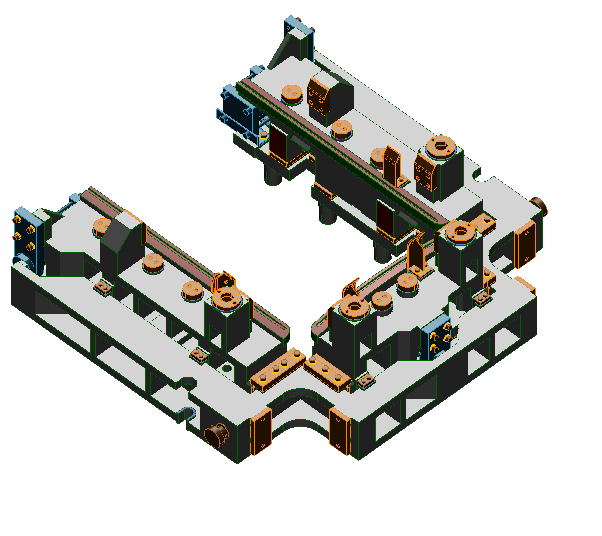
◆実施形態/プレスモーション ※イメージクリックで拡大します※
◆新しい絞り成形法の効果 成形制御技術は、カーデザインが新しい領域へ歩むための必須手段です。新しい絞り成形法は、その手段を具現化する手法のひとつです。 また、既存の成形法では、拡張領域としての余肉部が、ワーク全体の10数%占有していることから、余肉レスである新しい絞り成形法は、材料歩留りを大きく向上させる付随効果が期待できます。 ◆ m's special 2013 spring ”絞り成形の常識を破る”/予告”絞り成形の常識を破る”>次号の エムズスペシャル”2013春号” は、この新しい絞り成形法の”プレスモーションに秘められた成形深さ制御機能のしくみ”についてご紹介する予定です。(2013年GW頃予定) ◆ 新しい絞り成形法の資料のご請求について
電子配布資料をご用意しています。配布用PDF
◇ インナパネルへの適用について ◇
捨て絞りとなる拡張エリア(余肉面)を垂直壁ではなく斜面にすると、ワークの移動抵抗が減少し、成形面の伸長が確実に増加することで、成形パネルの硬化凍結度が増大し、パネル品質と精度が向上します。これはワーク伸張(持出し)するアウターパネルに限らず、ワーク伸縮(流入)するインナーパネルでも同様です。新しい絞り成形法では、ワーク挟持面(ブランクホルダ)と成形面(パンチ)との遠近による材料損失がないので、パンチ内に捨て絞りとなる拡張エリアを設定する多くのパネルへ適用でき、その効果が期待できます。 インナーパネルへの適用は、効果的な成形プロセスとその効果を確認中。資料が整備できしだい掲載する予定です。ご期待ください。 | |
|
トップページ 会社案内 事業内容 技術紹介 製品紹介 アクセス |
採用情報 リンク お問い合わせ M's HPのポリシー サイトマップ 更新情報 |
新しい絞り成形法/成形動作 新しい絞り成形法/概要説明 3次元設計の事例集 |
3次元設計のスゝメ.6 3次元設計のスゝメ.5 3次元設計のスゝメ.4 3次元設計のスゝメ.3 3次元設計のスゝメ.2 3次元設計のスゝメ.1 |
Copyright(C) 2004-2025 M's,inc. All rights reserved.