帺摦幵僷僱儖偺怴偟偄惉宍朄 奼挘惉宍朄(摿嫋戞5319748崋)
僾儗僗嬥宆愝寁乮3師尦愝寁乯偺僾儘僙僗偺壜帇壔偲昗弨壔偺僥僋僲儘僕乕偵傛傝丄傕偺偯偔傝偺埨掕偟偨崅懍壔傪悇恑偡傞丒丒丒僄儉僘姅幃夛幮
帺摦幵僷僱儖偺怴偟偄惉宍朄 奼挘惉宍朄(摿嫋戞5319748崋)
乽庤朄偺尒偊傞壔/僾儘僙僗夵妚/怴偟偄峣傝惉宍朄乿僾儗僗嬥宆偺枹棃傪峫偊傞丒僄儉僘姅幃夛幮
|
僒僀僩儅僢僾
峏怴忣曬(2013.03) 怴偟偄峣傝惉宍朄2 2013弔崋(2013.04) 帺摦幵僷僱儖偺 崅昳幙壔傪傔偞偡奼挘惉宍朄 (X-draw/exdraw forming) 乭惉宍儌乕僔儑儞偵偮偄偰乭 怴偟偄峣傝惉宍朄1 2013搤崋(2013.01) 帺摦幵僷僱儖偺 崅昳幙壔傪傔偞偡奼挘惉宍朄 (X-draw/exdraw forming) 偲偼丅乭奣梫曇乭 3師尦愝寁偺帠椺廤 悘帪峏怴 僾儗僗嬥宆愝寁乮3D乯偺 庤朄偺尒偊傞壔帠椺廤 3師尦愝寁偺僗乀儊.6 2010壞崋 (2010.07) 僥儞僾儗乕僩偼僾儘僌儔儉側偺偐丠 僾儗僗嬥宆峔憿愝寁嬈柋偵僥儞僾儗乕僩揔梡傪惉岟偝偣傞偨傔偺峫偊曽 3師尦愝寁偺僗乀儊.5 2010弔崋(2010.02宖嵹) CATIA + 僟僀僫價僗僞偵傛傞 僾儗僗嬥宆愝寁乮3D乯"僨乕僞峔憿偵偮偄偰" 3師尦愝寁偺僗乀儊.4 2009弔崋(2009.05宖嵹) 僾儗僗嬥宆愝寁乮3D乯偺 僥儞僾儗乕僩(悧宍)偲偼 3師尦愝寁偺僗乀儊.3 2008弔崋(2008.02宖嵹) 僾儗僗嬥宆愝寁乮3D乯偺 僥儞僾儗乕僩乮悧宍乯傪棙梡偟偨嬥宆愝寁偺帠椺徯夘 3師尦愝寁偺僗乀儊.2 2007壞崋(2007.06宖嵹) 僾儗僗嬥宆愝寁乮3D乯偺 嶌嬈偺徣椡壔偵岦偗偰 3師尦愝寁偺僗乀儊.1 2006搤崋(2006.12宖嵹) 僾儗僗嬥宆愝寁乮3D乯偲偼丠 3師尦愝寁偺儊儕僢僩偵偮偄偰 M's HP偺億儕僔乕 丒3師尦愝寁偺媄弍忣曬岞奐偵偮偄偰 丒屄恖忣曬庢埖偵偮偄偰 丒僒僀僩偛棙梡偵偁偨偭偰 丒儕儞僋偵偮偄偰 夛幮奣棯 夛幮柤 僄儉僘姅幃夛幮 強嵼抧 仹590-0105戝嶃晎嶄巗撿嬫抾忛戜3-5-15 帠嬈撪梕 仩帺摦幵梡僾儗僗嬥宆 仩奺庬3師尦儌僨儖嶌惉 仩僟僀僼僃乕僗儌僨儖嶌惉 仩CAM儌僨儖嶌惉 仩NC僨乕僞嶌惉 仩3師尦僜儕僢僪愝寁 仩3師尦愝寁嬈柋揔梡巟墖 仩惉宍僔儈儏儗乕僔儑儞夝愅 仩奼挘峣傝(X-draw/exdraw forming)揔梡巟墖 仩娯崙僾儗僗嬥宆偺採嫙 |
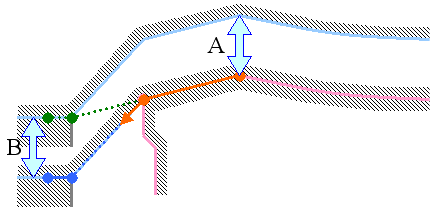
m's special 2013 spring 仦丂僄儉僘僗儁僔儍儖 2013 弔崋 乭峣傝惉宍偺忢幆傪攋傞!乭丂仦 仧丂峣傝惉宍朄亅偦偺惂栺 仦丂峣傝惉宍朄偺忢幆丂仦 峣傝惉宍朄偺忢幆偲偼丄乭峣傝怺偝晄曄偺朄懃乭偱偡丅 峣傝惉宍偺姰椆偼丄僟僀偺壓崀掆巭偱偡丅僟僀偺壓崀偑掆巭偡傞傑偱丄嫴帩晹乮僶僀儞僟乕/僽儔儞僋儂儖僟乯傕梋媀側偔壓崀偡傞偙偲偵側傝傑偡丅惉宍搑拞偱嫴帩晹偺壓崀掆巭偼愨懳偵嫋偝傟傑偣傫丅
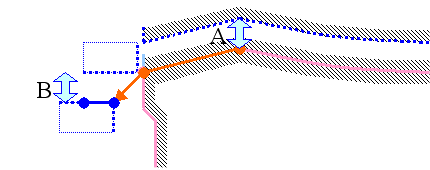
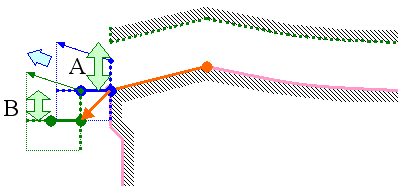
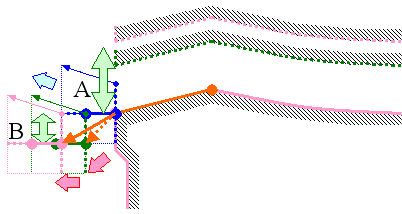
乭俙乭偼丄墯晹惉宍偺僞僀儈儞僌僷儔儊乕僞偱丄乭俛乭偼丄儚乕僋怢挘検偺僷儔儊乕僞偲側傝丄乭俙乭偲乭俛乭偼丄慡偔惈奿偺堘偆惉宍忦審僷儔儊乕僞偱偡丅 屄暿偵愝掕偱偒傟偽丄傛傝嵟揔側惉宍忦審傪摫偔偙偲偑壜擻偲側傝傑偡偑丄峣傝惉宍朄偺忢幆偐傜丄乭俙亗俛乭側偳偲偼丄峫偊傞偙偲偡傜嫋偝傟側偄偙偲偱偟偨丅 仧丂怴偟偄峣傝惉宍朄亅峣傝怺偝 仦丂怴偟偄峣傝惉宍朄偺峣傝怺偝偺摿挜丂仦 婛懚偺峣傝惉宍朄偱偼丄奼挘僄儕傾乮梋擏柺乯偺戝偒偝偲斾椺娭學偵偁傞奼挘曽岦偼丄奼挘僄儕傾偺尰幚揑側戝偒偝偵傛傝惂尷偑偁傝傑偟偨丅偟偐偟丄奼挘僄儕傾傪帩偨側偄怴偟偄峣傝惉宍朄偺奼挘曽岦偼丄嵟揔側惉宍忦審偵傛傝帺桼偵愝掕偡傞偙偲偑壜擻偱偡丅
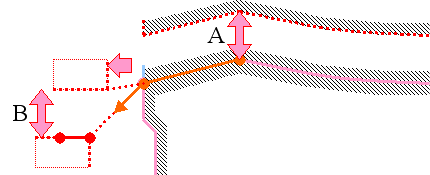
仧丂怴偟偄峣傝惉宍朄亅惉宍怺偝惂屼婡擻偺偟偔傒仦丂怴偟偄峣傝惉宍朄偺俙偲俛乛崅偝娭學丂仦 丂怴偟偄峣傝惉宍朄偼丄峣傝惉宍偺忢幆偱偁傞丂乭俙亖俛乭丂偱偁傞昁梫偼偁傝傑偣傫丅
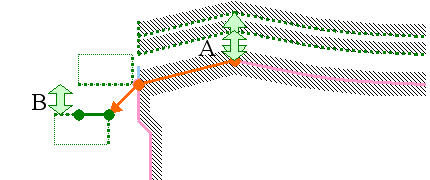
丂怴偟偄峣傝惉宍朄偺惉宍僾儘僙僗偼丄儚乕僋傪僷儞僠傊墴偟晅偗偨屻丄奼挘曽岦傊揮堏偟傑偡丅 偙偺惉宍拞偵丄埲壓偺2偮偺峔憿曄堏偵傛傝丄乭惉宍怺偝惂屼乭傪幚尰偝偣偰偄傑偡丅 仭丂僶僀儞僟乕忋徃奼挘婡擻偺偟偔傒
乬儚乕僋奼挘偲墯晹惉宍惈乭偺憃曽偺岦忋傪揔梡偡傞偨傔偺廮擃側桳岠婡擻傪丄柍棟側偔僔儞僾儖側宍偱幚憰偟偰偄傑偡丅 仧丂枹抦側傞椞堟乛帺摦幵僷僱儖偺乭崅昳幙壔乭偵岦偗偰仦丂怴椞堟傊偺彽懸忬丂仦 丂儕儞僌忬偺堦懱僶僀儞僟乕偱慺嵽傪嫴帩偟丄惉宍柺傊墴晅偗丄強掕偺惉宍昳傪嶻弌偡傞僾儗僗峣傝惉宍朄偼丄100擭埲忋傕丄偦偺崻杮揑側巔傪曄偊偰偄側偄姰惉偝傟偨惉宍朄偱偡丅偟偐偟丄偙偺惉宍朄偱嶻弌偡傞惉壥暔偺尷奅傕尒偊偰棃傑偟偨丅 丂杮帠椺偼丄幚尰壜擻側師悽戙惉宍朄偺堦椺偱偡偑丄乭僒僢僔儏儗僗僪傾傾僂僞僷僱儖乭傊偺揔梡堟傪挻偊偰偄傑偣傫丅偟偐偟丄偙偺怴偟偄峣傝惉宍朄傪乭儌僲乭偵偟偨愭偵偼丄乭僼乕僪丄僩儔儞僋丄儖乕僼乭傪宱偰乭僼僃儞僟乕乭傊丄偦偟偰廔拝揰偺乭僒僀僪傾僂僞乕乭偺尰忬偺埫塤傪抐偪愗傞乭怴偨側惉宍惂屼偺庤妡偐傝乭偑懸偪庴偗偰偄傞偲梊姶偟傑偡丅 丂僄僢僕僔僃僀僾偲僱僈僔僃僀僾偺戝宆壔丄僗働儖傗僊儖僔僃僀僾側偳偺枹抦側傞僨僓僀儞偺摓棃丅僇乕僨僓僀儞偺怴椞堟傊岦偗丄僟僀儗僋僩僗僩儗僢僠僪儘乕側傞怴偟偄峣傝惉宍朄偑丄師悽戙僾儗僗惉宍朄偲偟偰峀偔揔梡偝傟傞偙偲傪婅偭偰偄傑偡丅 仸僀儊乕僕僋儕僢僋偱奼戝偟傑偡仸
|
|
僩僢僾儁乕僕 夛幮埬撪 帠嬈撪梕 媄弍徯夘 惢昳徯夘 傾僋僙僗 |
嵦梡忣曬 儕儞僋 偍栤偄崌傢偣 M's HP偺億儕僔乕 僒僀僩儅僢僾 峏怴忣曬 |
怴偟偄峣傝惉宍朄/惉宍摦嶌 怴偟偄峣傝惉宍朄/奣梫愢柧 3師尦愝寁偺帠椺廤 |
3師尦愝寁偺僗乀儊.6 3師尦愝寁偺僗乀儊.5 3師尦愝寁偺僗乀儊.4 3師尦愝寁偺僗乀儊.3 3師尦愝寁偺僗乀儊.2 3師尦愝寁偺僗乀儊.1 |
Copyright(C) 2004-2025 M's,inc. All rights reserved.